GT2プーリーとは?歯数・ベルト幅・フランジ形状の選び方を解説
GT2プーリー(タイミングプーリー)は、3Dプリンターやロボット開発で使用されることの多いピッチ2mmの歯付きベルト用プーリーです。最も一般的な組み合わせは20歯(20T)・歯幅6mm・軸穴5mmで、NEMA17ステッピングモーターと合わせてCoreXYやCartesian機構の駆動軸として広く採用されています。本ガイドでは、meta-maticで生成可能なGT2プーリーの基本構造・3つのフランジモード pulley / idler / none の使い分け・歯数や歯幅の選び方・3Dプリント時の注意点を解説します。
GT2プーリーとは
GT2は Gates社 のPowerGripシリーズに由来する歯付きベルト規格で、現在は互換品も含めて広く普及しています。台形歯ではなく円弧歯形を採用しており、低ノイズ・低バックラッシュ・高精度な位置決めに適しています。他にも、ピッチ1.5mmのGT1.5やピッチ3.0mmのGT3なども存在します。
meta-maticのGT2プーリージェネレーターは、これらの規格値を固定パラメータとして内部に持ち、ユーザーが指定するのは 歯数 / 歯幅 / 軸穴径 / フランジモード の4項目だけです。
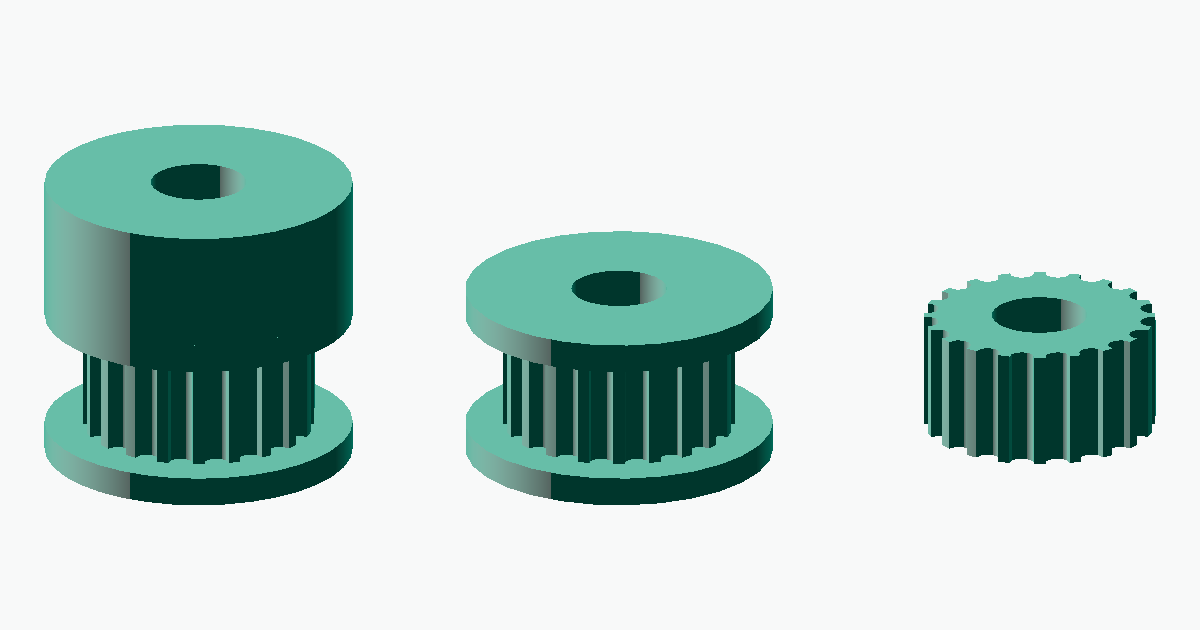
3つのフランジモードの使い分け
GT2プーリージェネレーターでは「フランジ(鍔)の有無」と「プーリーボスの有無」の組み合わせで3つのモードを選択できます。用途に応じて最適な形状を選んでください。
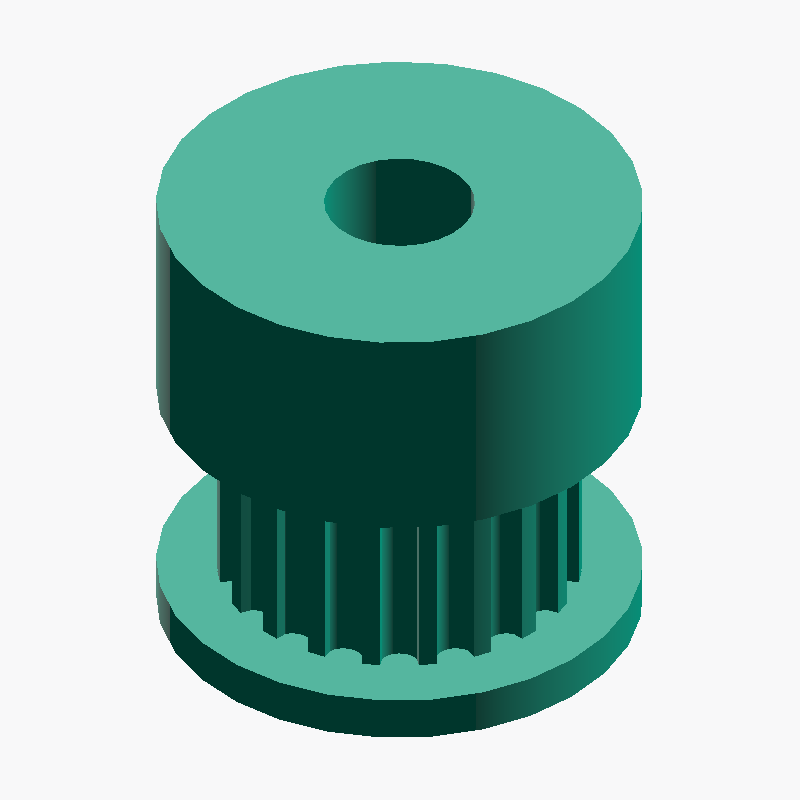
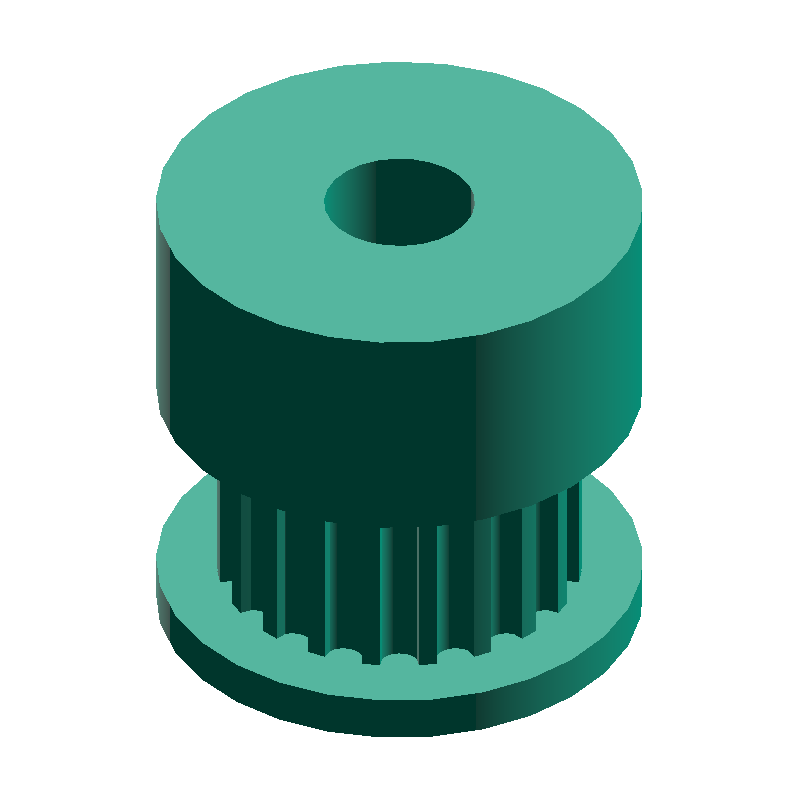
pulley — プーリーボス付き
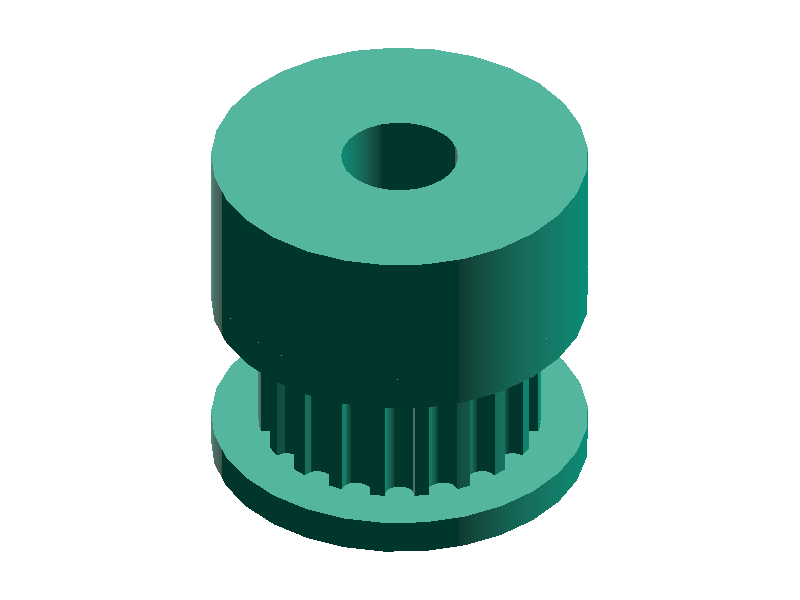
- 用途 : モーター軸に直結する駆動プーリーやイモネジでの固定が必要な場合
- メリット : イモネジ(セットスクリュー)を打つためのボス部が確保できる。軸との接触面積が増える
- 追加パラメータ : プーリーボスの直径と幅を任意に指定可能
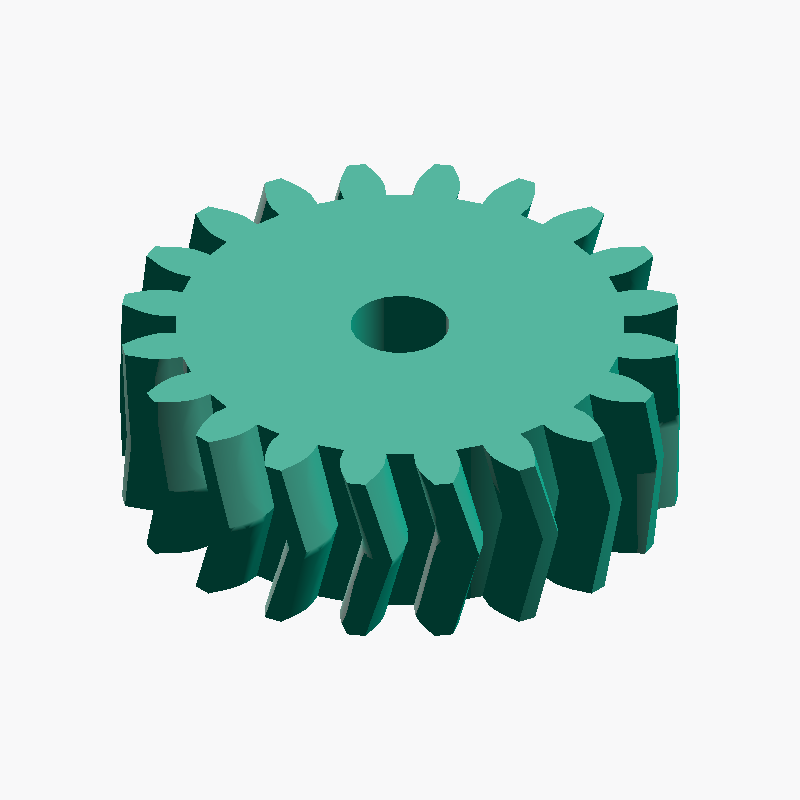
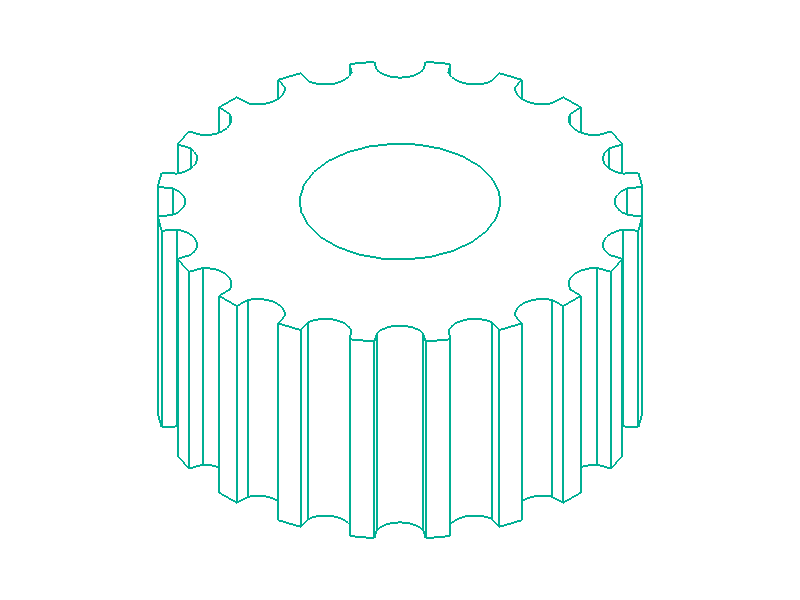
idler — 歯付きアイドラー(テンション用・両側フランジ)
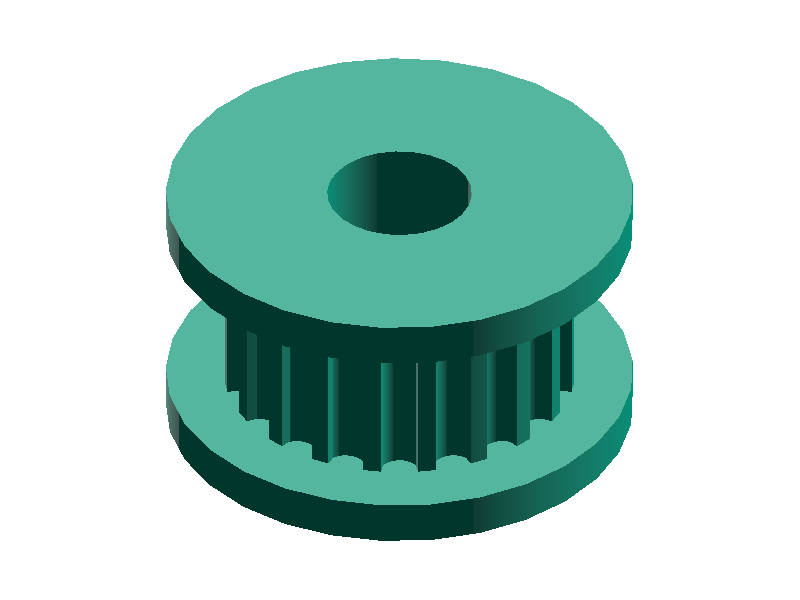
- 用途 : テンションプーリーやガイドプーリーとして使う場合
- メリット : ベルトが軸方向にずれない。組み立て時のベルト掛けが容易
- 注意点 : 実利用では軸穴にベアリングを圧入して使用することを推奨
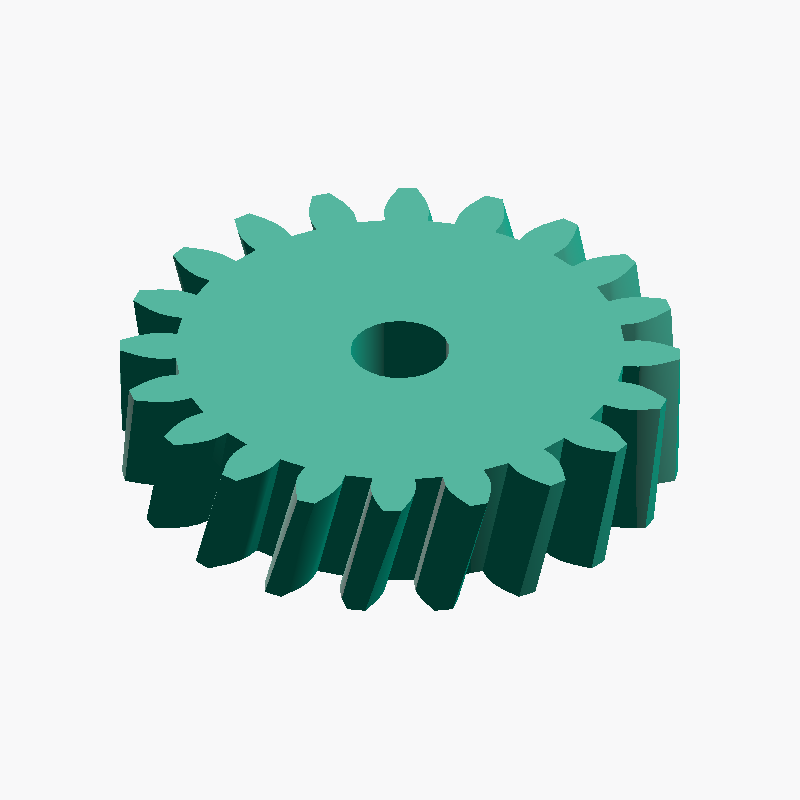
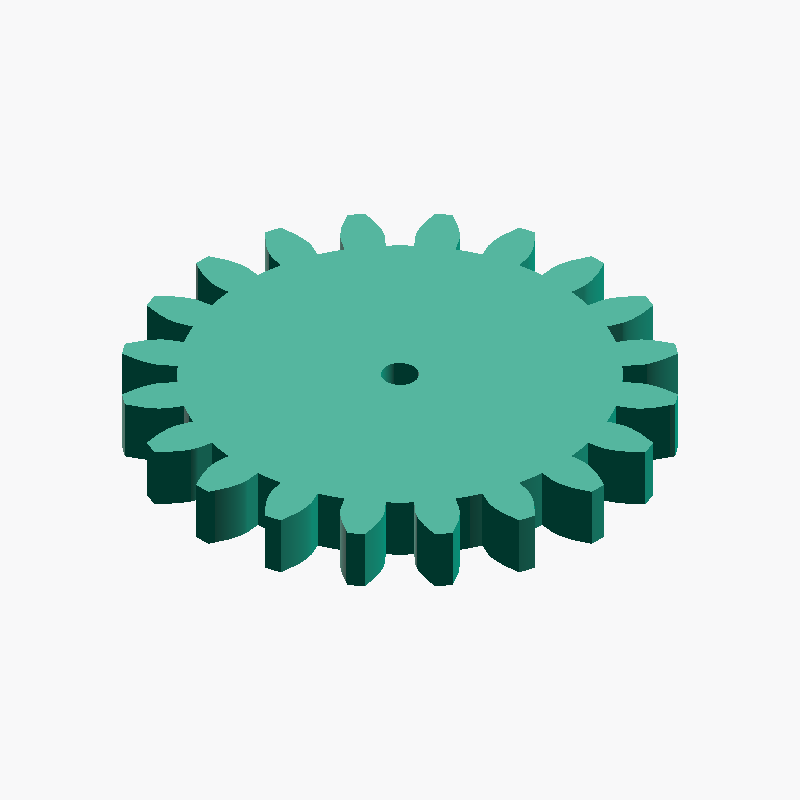
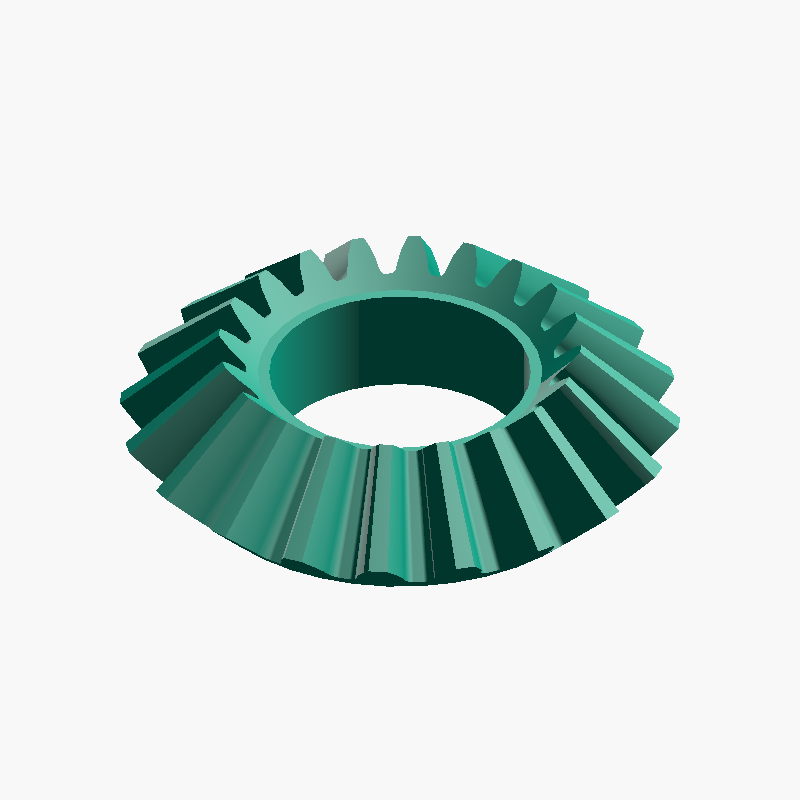
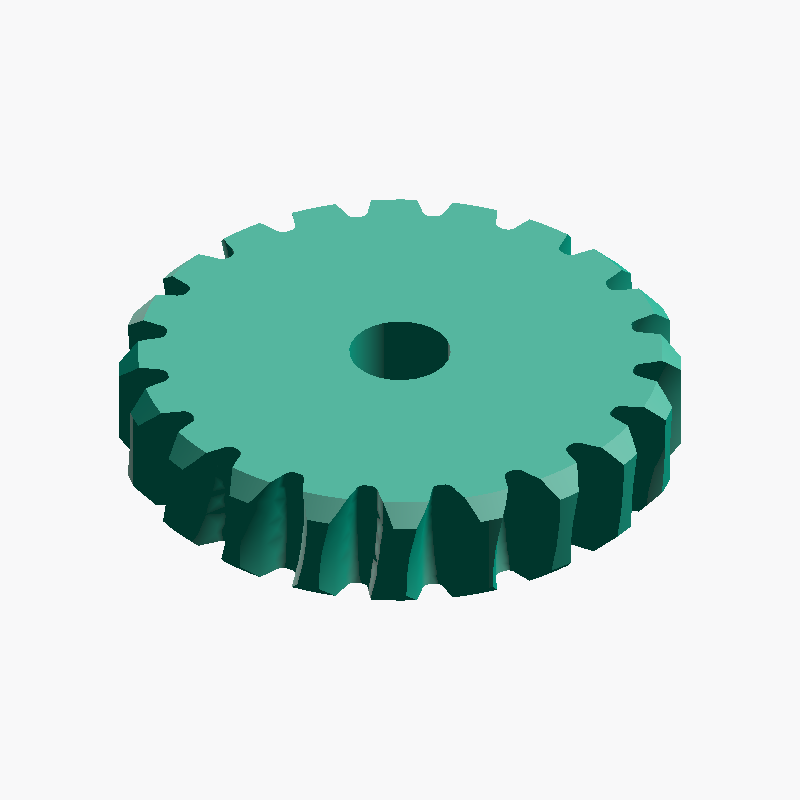
none — フランジなし
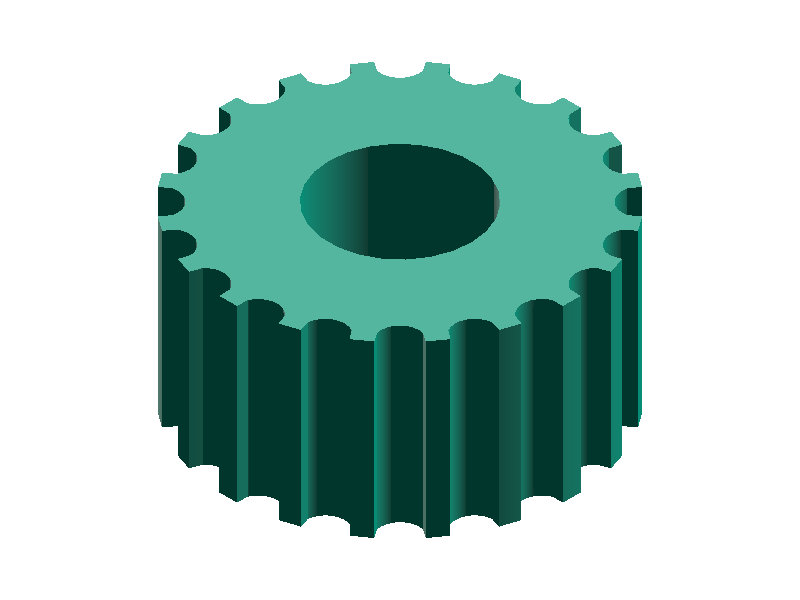
- 用途 : 特殊な形状の設計や分割して3Dプリントしたい場合
- メリット : 他の形状と違いオーバーハング(空中に浮いている形状)がないため、綺麗に印刷できる
- 注意点 : ベルトが軸方向にずれるのを物理的に防ぐ仕組みが別途必要
pulley、ベルトの張力調整やガイド用途にはidler、複雑な形状を自作する場合はnoneを選ぶことをおすすめします。パラメータ選定ガイド
歯数の選び方
歯数は16〜120枚の範囲で指定できます。歯数が少ないほどコンパクトで高速移動に適しており、多いほど大径になってベルトとの噛み合い量を確保しやすくなります。
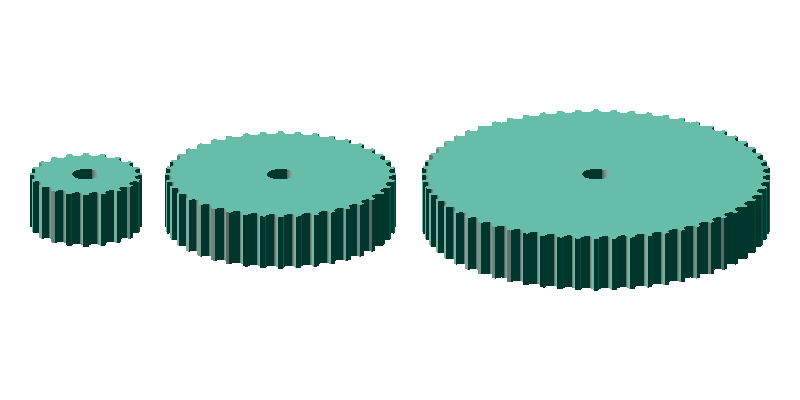
- 16〜20歯(16T〜20T) : モーター直結の駆動側に最適で、アルミ製の既製品が広く流通している
- 30〜40歯(30T〜40T) : 減速段や中継プーリーに使用されることが多い
- 60歯以上(60T〜) : 大トルク用途や最終段の従動プーリーとして使用されるが、市販品は少ない
プーリー1回転あたりの移動量(steps/mm計算の基礎)
steps/mm = (モーター1回転あたりのステップ数 × マイクロステップ数) ÷ (プーリー歯数 × ベルトピッチ)
GT2ベルトはピッチ2mmのため、プーリー1回転あたりの移動量は「プーリー歯数 × 2mm」で算出できます。3Dプリンターのファームウェアを設定する際に計算する必要があります。
| 歯数 | 1回転あたりの移動量 | 主な用途 |
|---|---|---|
| 16T | 32 mm | 小型機構・モーター直結軸(コンパクト優先) |
| 20T | 40 mm | 3Dプリンター標準(Voron / Ender 系で広く採用) |
| 40T | 80 mm | 減速段・大トルク用途の従動側 |
3Dプリンターで最も広く使われているのは20T GT2プーリーです。1回転で40mm移動するため、ステッピングモーターのステップ角と組み合わせたsteps/mmの計算がしやすく、VoronやEnder系3Dプリンターでは20T GT2プーリーが広く採用されています。
歯幅の選び方
歯幅は3.0〜20.0mmの範囲で指定できます。市販GT2ベルトの幅は 6mm / 9mm / 15mm が一般的で、使用するベルト幅に合わせてプーリーの歯幅を設定します。市販品はベルト幅よりも少し広めに設計されています。
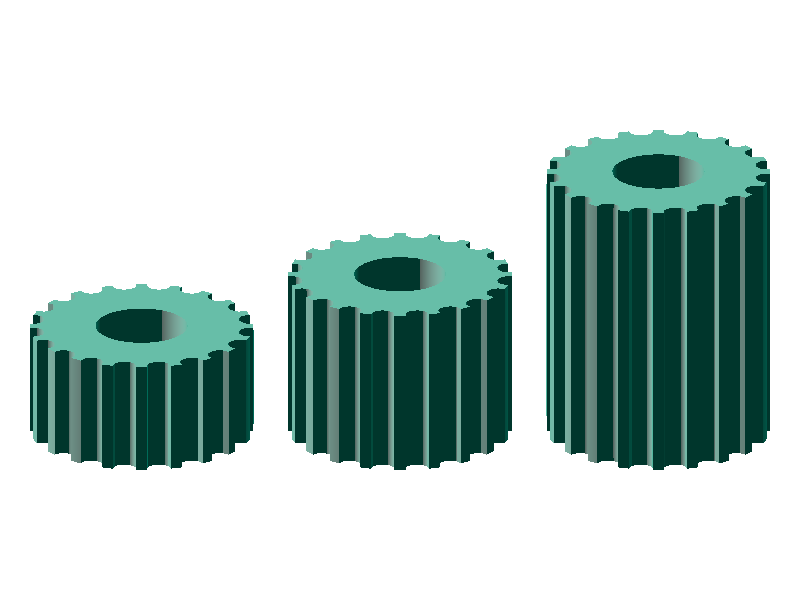
- 6mm幅 : 3Dプリンターや小型ロボットの設計で広く採用
- 9mm幅 : 中型ロボット・CoreXY機構の高負荷経路
- 15mm幅 : 大トルク用途・CNCマシンの送り軸
軸穴径(bore)の選び方
軸穴径は0〜100mmで指定し、0を指定すると軸穴なしのGT2プーリーが生成されます。モーター軸の直径と一致させるのが基本ですが、3Dプリント時の収縮を考慮して+0.1〜0.2mm程度大きめに設計することもあります。
- 軸穴径5mm : NEMA17ステッピングモーターの標準軸径
- 軸穴径6.35mm : 1/4インチ軸(一部のRC・産業用モーター)
- 軸穴径8mm : NEMA23や大型ステッパー
0にして生成することで、Fusion 360やFreeCADなどのCADソフトで後加工することができます。プーリーボス(モードpulleyのみ)
pulleyモードではプーリーボスの直径と幅を指定できます。プーリーボス径を 自動設定 にすると、フランジ径と同じ大きさで自動計算されます。イモネジで止める設計の場合、使用するシャフトよりも10mm程度大きいボス径を指定し、ボス幅は10〜20mmに指定すると安定します。
生成手順
meta-maticのGT2プーリージェネレーターは、ブラウザ上でパラメータを入力するだけでSTEPファイルを即座にダウンロードできます。
モーター軸径とベルト幅を確認する
使用するモーターの軸径(例: NEMA17なら5mm)と、組み合わせるGT2ベルトの幅(デフォルト値は6mm幅のベルトより1mm大きい7mm)を確認します。フランジモードを決める
駆動側ならpulley、テンション/アイドラー側ならidler、複雑なプーリー形状を自作するならnoneを選びます。歯数を決める
減速比や必要トルクから歯数を逆算します。歯車比・減速比計算ツールで駆動側と従動側の歯数比から減速比を確認できます。ジェネレーターで生成・ダウンロード
上記の値を入力して「STEPファイルをダウンロード」を押すと、STEPファイルが自動でダウンロードされます。形状を先に確認したい場合は「STEPファイルの形状を確認」を押すと、3Dプレビュー画面で確認してから手動でダウンロードできます。CADソフトで開いて確認
Fusion 360 / SolidWorks / FreeCADなどで開き、寸法や噛み合いをアセンブリ上で検証します。
GT2プーリーは歯形が小さく細かいため、3Dプリント時の設定が重要です。積層ピッチ 0.16mm以下 ・ノズル径 0.4mm以下 ・速度を歯先付近で抑えると歯形を正確に形成することができます。
- 素材 : PLAやABSのほか、負荷が高い用途ではPETGやNylonを推奨
- プリント方向 : 軸方向をZ軸に合わせて縦向きに配置すると、歯形がレイヤー方向と垂直になり精度が出る
- サポート材 : 基本的には不要だが、上部のフランジがオーバーハングで崩れる場合は分割して印刷すると良い
- 収縮対策 : 軸穴は
+0.1〜0.2mm大きめに指定して、印刷後にリーマーで仕上げると確実
よくある質問
QGT2と2GTは同じですか?
QGT2とMXLやT2.5の違いは?
2.032mm)やT2.5(ピッチ2.5mm)はGT2と互換性がありません。歯形も異なるため、ベルトとプーリーは必ず同じ規格で揃えてください。GT2は円弧歯形で精度が高く、バックラッシュが少ないため、3DプリンターやCNCの部品として広く使われています。Q歯の向きに表裏はありますか?
Qプーリーとプーリーの距離はどう計算しますか?
Q16Tと20Tはどちらを選ぶべきですか?
Q3Dプリントしたプーリーは実用的ですか?
関連リソース
さらに深く学びたい方向けに、関連ツールと参考資料をまとめました。
- GT2軸間距離計算ツール — 使用するベルト周長から軸間距離を自動計算
- 歯車比・減速比計算ツール — 歯数を選定する際に減速比を自動計算
- パワーグリップ® GTベルト — 歯形特長や許容トルクや位置決め精度の解説